
In high-power industrial systems, precision is the only defense against catastrophic failure. Whether we are managing electric vehicle (EV) charging grids or industrial solar arrays, the sensors we choose determine the safety and efficiency of the entire project. I have spent over 15 years in the procurement and manufacturing of power components, and I have seen how a single low-quality shunt resistor work can lead to massive system downtime. This guide breaks down the technical logic of DC shunts, moving beyond basic physics to provide the risk-mitigation insights that professional procurement managers need.
Key Takeaways for Power System Procurement:
- Precision Protects Assets: A 1% measurement error in a high-current system can lead to incorrect battery State of Charge (SoC) data, reducing expensive battery life by up to 15%.
- The 66% Continuous Load Rule: To prevent resistance drift and ensure a 10-year service life, we recommend running shunts at no more than 66.7% of their rated current during continuous operation.
- Thermal Management is Critical: Over 80% of field failures result from improper airflow rather than component defects. Always verify a supplier’s thermal dissipation data during the RFQ process.
The High Cost of Inaccuracy: Why Shunt Precision is a Procurement Priority?
Bad data creates a chain reaction of financial loss. When a DC current shunt provides an inaccurate reading, your entire power management system makes decisions based on a lie. This leads to wasted energy, premature battery failure, and unexpected heat.
In the world of high-current power electronics, we don’t just talk about +/-0.1% or +/-0.5% as abstract numbers. We talk about them as “Margin Drain.” For example, in a large-scale energy storage system (ESS), a constant 1% error in current measurement leads to incorrect State of Charge (SoC) calculations. Over months of operation, this causes cell imbalance. The system then forces an early shutdown to protect the batteries. You are effectively losing 10-15% of the capacity you paid for because of a cheap sensor.
Safety and liability are the real “budget killers.” While many projects don’t demand a TUV or UL stamp for every component, the lack of any verified testing data is a huge red flag. If a shunt fails in a high-voltage environment and causes a fire, the first thing investigators look at is the component specification. Using a shunt resistor work that lacks a traceable test report—even from a specialized internal lab—leaves your company exposed to massive insurance claims. We have moved past the era of “buying by price.” Professional procurement is now about “buying insurance” against system failure.
Insider Insight: The 80/20 Rule of Heat. 80% of shunt failures I have seen in the field were not caused by the component itself, but by improper thermal management. During the RFQ stage, if a supplier cannot show you their thermal dissipation curves or heat rise data under continuous load, they are guessing. Always demand to see how the resistance changes at 60°C versus 25°C.
The Core Mechanism: How Does Ohm’s Law Scale for Industrial Use?
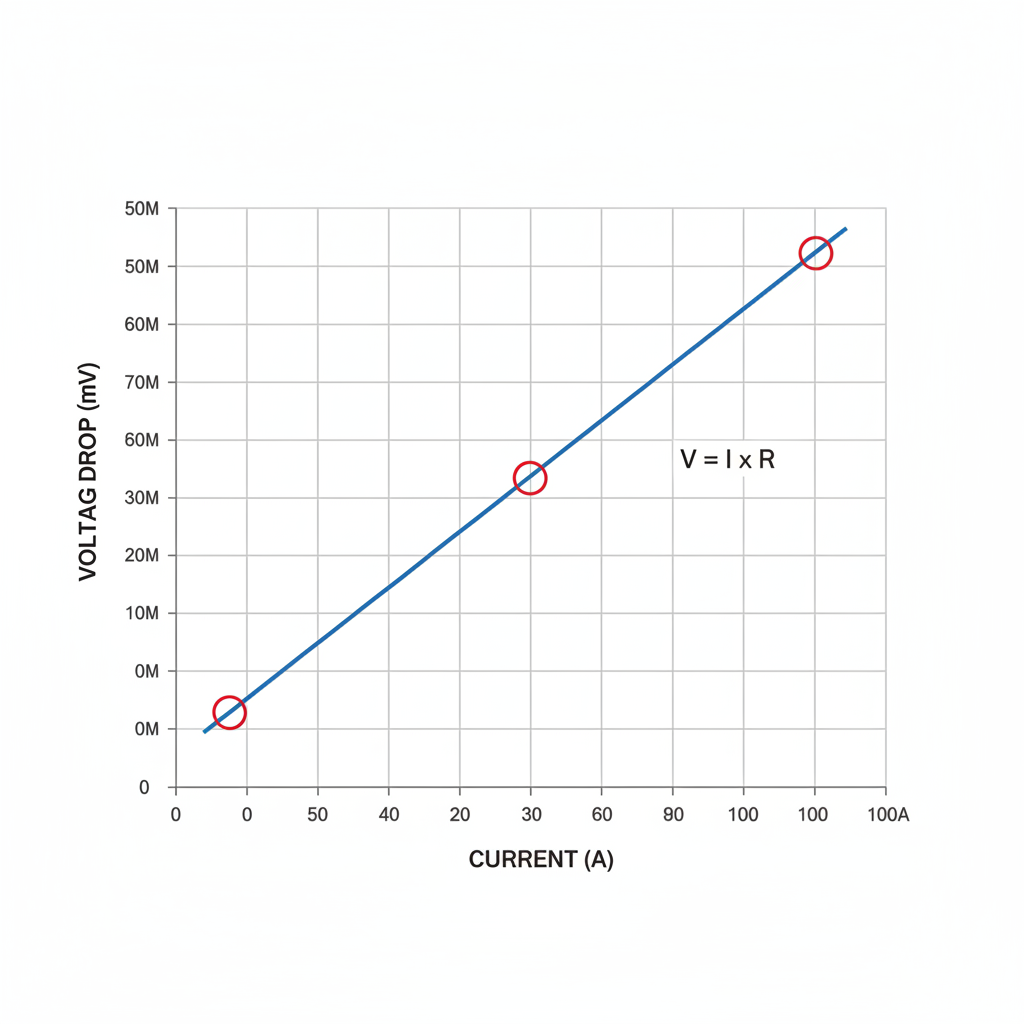
Every high-precision measurement system relies on a predictable relationship between current and voltage. To understand how a shunt resistor work, we must look at the industrial application of Ohm’s Law: V = I x R.
How a DC Current Shunt Works (3-Step Summary):
- Low-Resistance Path: The shunt is placed in series with the load, acting as a “controlled bottleneck” with a very low, known resistance.
- Voltage Drop: As current flows through the shunt, it creates a small voltage drop proportional to the amount of current.
- Measurement: This tiny voltage (measured in millivolts) is sent to a meter or controller, which calculates the real-time amperage.
In industrial scaling, we use the “Millivolt Standard” to ensure global compatibility. Most shunts are engineered to output exactly 50mV, 75mV, or 100mV when they reach their maximum rated current. For example, a 100A/75mV shunt is designed to drop exactly 75mV of signal when 100A of current passes through it. This standardization allows procurement managers to source components from different regions without worrying about controller incompatibility.
Insider Insight: Beware the Kelvin Connection Trap. I often see buyers select 2-terminal shunts for high-precision applications to save a few cents. This is a mistake. In a 2-terminal setup, the resistance of your mounting bolts and connecting cables is added to the measurement. This “parasitic resistance” can cause a 2-5% error in your readings. Always specify a 4-terminal (Kelvin) design, which separates the high-current path from the sensitive measurement path, ensuring the voltage you measure is coming only from the shunt alloy.
Material Integrity: Is It Just Copper and Manganin?
When you look at a shunt, you see copper terminals and a dark metal alloy. But for a procurement expert, the chemistry of that alloy is everything. The quality of the shunt resistor work depends entirely on the stability of the resistive material—typically Manganin.
Manganin is used because it has a very low Thermal Coefficient of Resistance (TCR). This means when the shunt heats up under heavy load, its resistance stays nearly constant. If a manufacturer uses a sub-par alloy or a “Manganin-like” substitute, the resistance will drift as the temperature rises. This drift creates “ghost data,” making your current readings inaccurate exactly when the system is working the hardest.
Environmental protection is another critical factor. In offshore wind, tropical solar farms, or EV chargers located in coastal areas, salt spray and high humidity are constant threats. Without proper anti-corrosion coatings (such as high-grade nickel or tin plating), the copper terminals will oxidize. Oxidation creates high-resistance contact points, which generate even more heat, eventually leading to a thermal runaway event.
Technical Specification Chart: Alloy Stability Comparison
| Material Grade | TCR (ppm/°C) | Long-term Stability | Best Use Case |
| Premium Manganin | < 20 | Excellent (<0.05% drift) | EV Battery Management / Lab |
| Standard Manganin | 40 – 60 | Good (0.1% drift) | General Industrial Power |
| Cheap “Alloy Mix” | > 100 | Poor (>0.5% drift) | Low-cost hobbyist tools |
Insider Insight: Beware the “Manganin Imposter.” Some Tier-3 manufacturers use copper-nickel alloys that look identical to Manganin but have a much higher TCR. These shunts might pass a basic room-temperature test but will fail in a hot factory environment. For large-batch orders, I always recommend demanding a Material Composition Analysis (XRF report). This proves you are getting the high-stability metal you paid for.
Vetting the Factory: Manufacturing Processes That Ensure Reliability
A shunt is more than its raw materials; it is a product of mechanical integrity. For a procurement manager, seeing how a shunt resistor work in a high-load environment means looking closely at how the resistance bars are joined to the terminals.
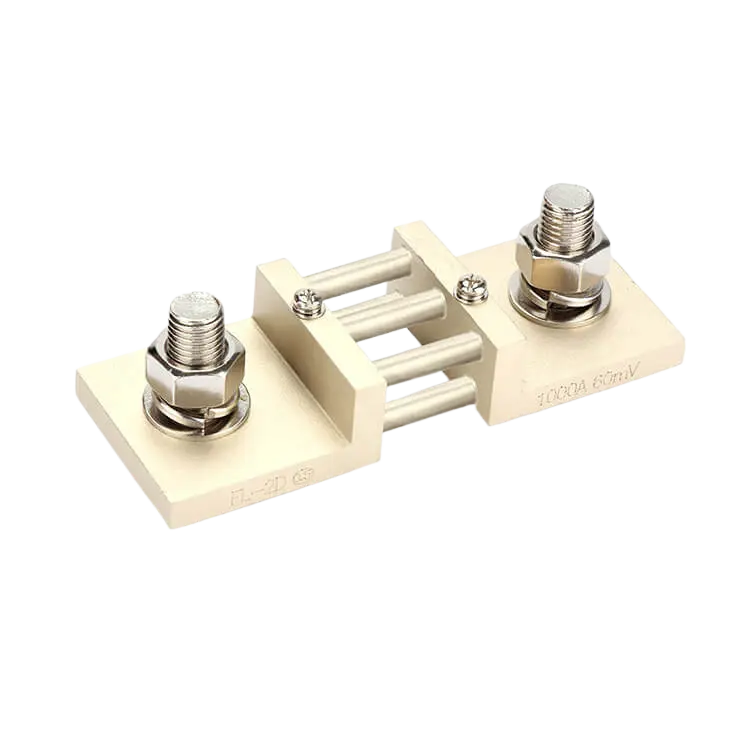
In the 1000A/60mV shunts shown in our facility, we utilize a multi-rod brazing technique. This design is superior for high-current applications because the multiple manganese-copper rods increase the total surface area. More surface area means better heat dissipation. In many factories, poor joint quality at the interface between the rods and the copper block causes “localized hot spots.” Over time, these hot spots weaken the solder, leading to a complete circuit failure. A professional factory ensures that every rod is perfectly fused with zero voids in the joint.
Post-production stability is where most “cheap” suppliers fail. Even with a multi-rod design, the metal undergoes stress during the assembly and welding process. We implement a thermal cycling treatment to settle the molecular structure of the rods. If a factory skips this, the shunt’s accuracy will “drift” as the internal stresses release over months of operation. When vetting a supplier, always ask for their “Aging Process” documentation to ensure long-term calibration stability.
Insider Insight: Perform a “Visual Joint Audit.” Look at the junction where the rods enter the copper terminal. If you see excessive solder overflow or, conversely, gaps between the rod and the hole, it is a sign of poor temperature control during manufacturing. A clean, uniform joint is the hallmark of a factory that understands thermal expansion and electrical conductivity.
Compliance and Global Access: Navigating Regulatory Realities?
Compliance is not just a checkbox; it is your insurance policy against system failure. If your components lack proper verification, your entire project risks being stalled at customs or, worse, failing during a safety audit. For a procurement manager, ensuring a shunt resistor work within international frameworks is the ultimate step in risk mitigation.
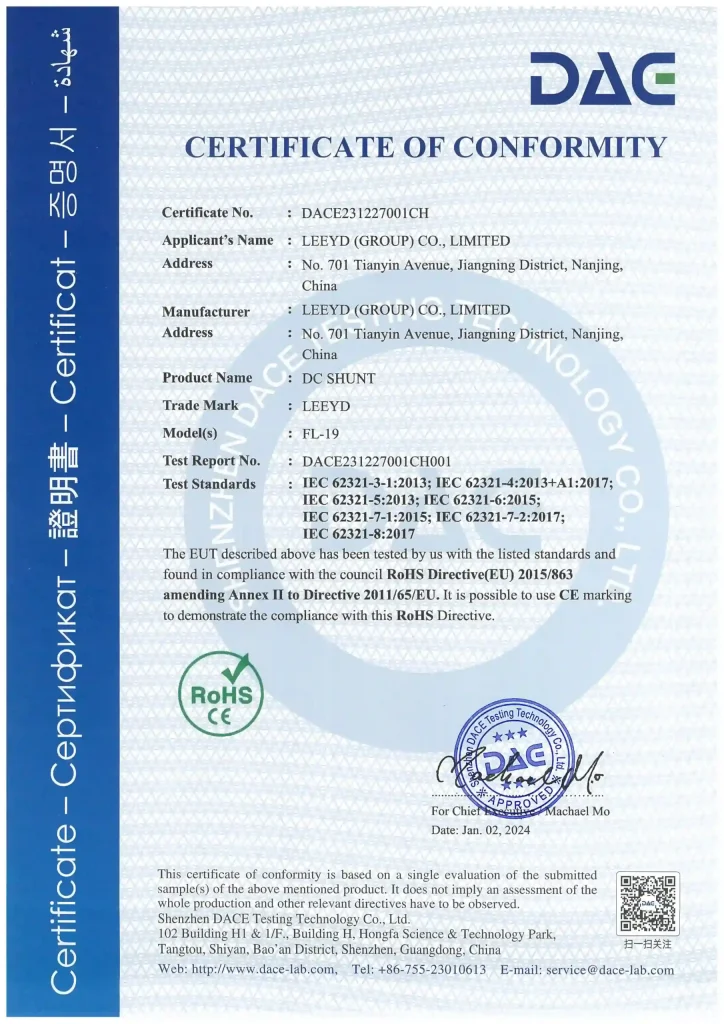
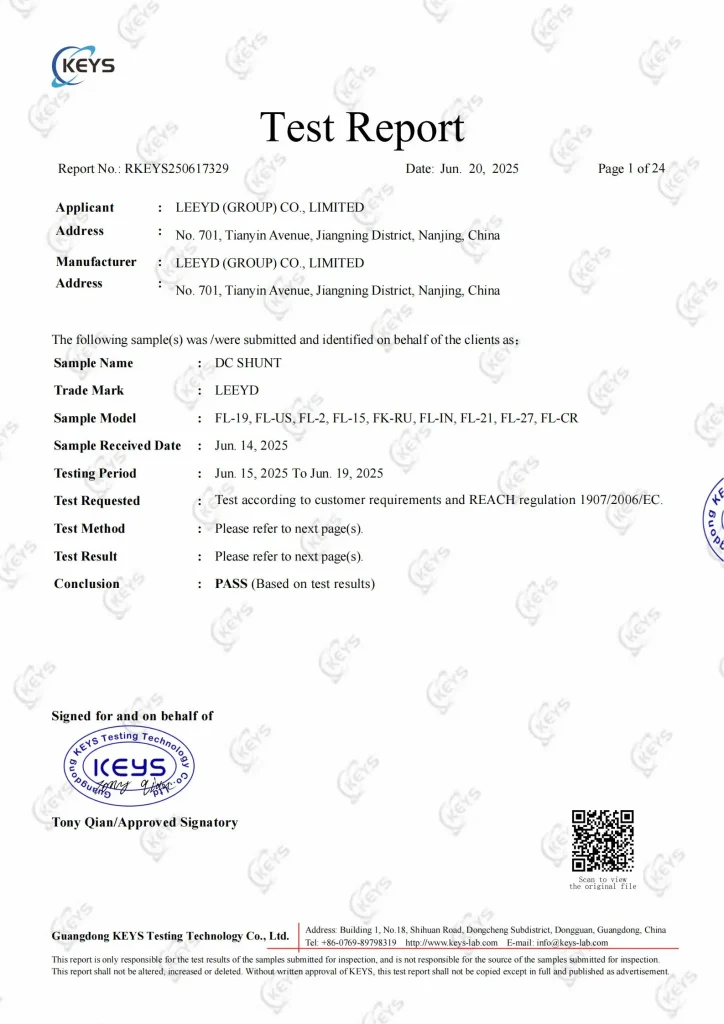
In the shunt industry, many suppliers hide behind “Self-Declarations” of CE compliance. These are internal promises that carry no weight during a technical dispute or an insurance claim. While expensive certifications from global giants like TUV are rare in this niche, a professional manufacturer must still prove their quality through Independent Third-Party Test Reports. We distinguish ourselves by providing verified data from accredited third-party labs. This data confirms our shunts meet essential standards for temperature rise, dielectric strength, and accuracy under load. If a supplier cannot produce even a basic third-party test report, they are asking you to take an uncalculated risk with your equipment.
Environmental compliance is another critical factor for the EU and North American markets. Requirements like RoHS (Restriction of Hazardous Substances) and REACH ensure that our plating and alloys are free from toxic materials like lead or cadmium. Having this documentation ready prevents costly delays and ensures your products remain compliant in every global region.
Insider Insight: Watch out for “Isolation Creepage” shortcuts. In high-voltage DC systems, the physical distance between the live shunt and the enclosure is critical. Many “no-name” suppliers ignore these clearance requirements to reduce size and cost. Always ask for the Dielectric Withstand Voltage test data from a third-party lab. This is the only way to ensure the component won’t arc-over and cause a fire in high-voltage environments.
Total Cost of Ownership (TCO): The Price of “Cheap” Shunts?
The purchase price is only 20% of the total cost of a component. For a procurement manager, the true expense of a shunt resistor work is calculated over its entire service life—including energy loss, maintenance labor, and the cost of system downtime.
One of the most overlooked costs is the “Energy Tax.” Every shunt dissipates heat as it measures current. A poorly designed shunt with inconsistent resistance rods will run hotter than necessary. Over five years of continuous operation in a data center or a solar farm, this wasted heat adds up to significant lost electricity per unit. Even worse, excessive heat stresses nearby electronics, leading to “cascading failures” where a failing shunt damages much more expensive components like inverters or controllers.
Reliability is the ultimate cost-saver. If a low-quality shunt fails in a remote EV charging station, the cost to send a technician and replace the part can be 50 times the original price of the shunt itself. By investing in a shunt with verified thermal data and higher-grade materials, you are effectively buying “uptime” for your global infrastructure.
TCO Comparison: 1000A Shunt over 5 Years
| Cost Factor | Standard “Commodity” Shunt | Premium Engineered Shunt |
| Initial Purchase Price | $45.00 | $65.00 |
| Annual Energy Loss (Heat) | $35.00 | $18.00 |
| Estimated Failure Risk (5yr) | 5% – 8% | < 0.5% |
| Total 5-Year Estimated Cost | $250.00+ (incl. repairs) | $155.00 |
Insider Insight: Implement Strategic Derating. To maximize the long-term stability of your current sensing, we recommend a buffer of at least 20-30% for continuous loads. If your system draws 600A sustained, sourcing a 750A or 1000A shunt is a smart investment. The increased surface area of the larger copper terminals and additional resistive rods acts as a natural heat sink. By keeping the operating temperature well below the maximum limit, you minimize the “thermal aging” of the Manganin alloy, ensuring your calibration remains within tolerance for much longer than a shunt running at 100% capacity.
The Strategic Pivot: Custom Branding and ODM Advantage?
A reliable shunt is the baseline, but a strategic partnership is what scales your business. For procurement managers, the real value of understanding how a shunt resistor work is the ability to integrate it seamlessly into your own product ecosystem.
OEM and ODM customization can significantly reduce your factory’s internal labor costs. We don’t just provide standard sizes; we can customize the physical dimensions, mounting hole patterns, and terminal shapes to fit your specific enclosure. By optimizing the shunt footprint to your housing, you eliminate the need for extra busbars or complex wiring. This “design-in” approach makes your assembly line faster and reduces the risk of human error during installation.
Private labeling is another powerful tool for brand equity. We can laser-etch your company’s logo, unique part numbers, and QR codes directly onto the copper terminals. This not only makes your equipment look professional but also simplifies life for your end-users. When they need a replacement part in five years, they will see your logo and part number, ensuring they return to your supply chain rather than looking for a generic substitute.
Insider Insight: Create a “Design-In” Moat. I encourage our clients to customize the mounting interface of the shunt. By designing a unique bolt pattern or a specific terminal angle that fits only your housing, you create a proprietary ecosystem. This ensures that your end-customers are tethered to your brand for the entire life cycle of the product, providing you with a long-term revenue stream from spare parts and upgrades.
Conclusion
A DC current shunt may appear to be a simple piece of hardware, but it is the critical sensory organ of your power system. From the purity of the Manganin alloy to the strategic derating for thermal management, every technical detail directly impacts your project’s total cost of ownership. As we have explored, procurement is no longer about finding the lowest unit price; it is about securing the long-term reliability of your global infrastructure.
Would you like me to audit your current shunt drawings to identify potential “contact resistance” risks in your assembly layout?
FAQ
1. How do you guarantee resistance stability across a 10,000-unit batch?
We minimize batch variance by utilizing a single-source supply of Manganin alloy for each production run. Consistency in a shunt resistor work is a result of uniform raw materials. After the multi-rod brazing process, we implement a 24-hour thermal aging cycle to settle the molecular structure of every unit. Insider Tip: Always ask your supplier for the “Standard Deviation” report of their resistance values. A professional factory should show a Bell Curve distribution where 99% of units fall within the tightest part of the tolerance range, rather than swinging wildly from the high to low limits.
2. Can we use a 500A shunt for a continuous 500A load in an EV charger?
Technically, yes, but strategically, no. Running a shunt at 100% rated capacity continuously will push the Manganin temperature near its limit, leading to “thermal drift” and measurement errors. For global infrastructure like EV chargers, we recommend the 80% Rule (or even 66% for high-heat environments). Insider Tip: If your housing has poor airflow, “up-sizing” to a 750A shunt for a 500A load is often cheaper than adding active cooling fans. The larger copper mass acts as a passive heat sink, increasing the reliability of your entire sensing circuit.
3. How do you handle compliance documentation for high-voltage projects?
We provide full transparency by offering third-party test reports for dielectric strength (insulation) and temperature rise. While many small shops only offer a self-stamped CE paper, we ensure our products meet the creepage and clearance requirements necessary for safe high-voltage DC operation. Insider Tip: When vetting a new supplier, ask for their RoHS and REACH compliance certificates specifically for the plating material. Cheap tin or nickel plating can contain impurities that cause the terminals to oxidize prematurely in humid environments, leading to high-resistance failures.
4. What is the biggest hidden risk when switching to a custom ODM shunt?
The biggest risk is Mechanical Misalignment. Even a slight deviation in the terminal holes or a weak brazing joint can cause installation delays and safety issues. While many factories skip formal validation, we mitigate this by providing a detailed sample verification report before mass production. Insider Insight: Don’t just look at the resistance value of your first samples. Ask the factory for a cross-section image or a high-resolution photo of the brazing joint. This proves that the manganese rods are fully fused with the copper, ensuring there are no hidden air pockets that could cause the unit to melt under full load.