We see many buyers treat high-current measurement as a simple task. But choosing the wrong component can lead to system drift and expensive repairs. We believe that understanding the 75mV shunt is the first step toward building a reliable power system. A shunt is a precision resistor. It creates a small voltage drop so you can measure DC current safely. We focus on the logic behind this industry standard to help you manage risk and control costs.
Key Takeaways
- A 75mV shunt is a calibrated resistor that produces exactly 75 millivolts of output at its full rated current for accurate monitoring.
- This 75mV standard is common in the US and Europe because it balances high signal clarity with low heat loss in industrial settings.
- We use specific alloys like Manganin to ensure the resistance stays stable even when the system gets hot during heavy use.
1. Why Is a “Simple” Component a High-Stakes Procurement Risk?
A cheap shunt looks just like a good one. But poor materials cause the resistance to change when the part gets warm. This leads to wrong data and system failure.
Beyond the Spec Sheet
We look at a 75mV shunt as the heartbeat of your power management system. If the shunt gives the wrong signal, your controllers make bad decisions. In a big battery bank, a small error can lead to overcharging. This ruins your batteries and costs you thousands of dollars. We find that many suppliers save money by using low-grade copper. This copper has higher resistance at the connection points. The part might pass an initial test, but it will fail in the field after a few months of heavy work.
The Cost of Failure
A $15 part should not cause a $15,000 warranty claim. But we see this happen often. If a shunt drifts out of calibration, your whole machine stops working. You then have to pay for a technician to fly out and fix it. You also lose money because the machine is down. We help our partners look at the total cost of ownership. We do not just look at the price of the part. We look at how much it costs to support that part over ten years. We choose parts that follow industry standards to keep these hidden costs low.
2. The Technical Blueprint: Why Is 75mV the Industry Standard?
Most US-based systems use 75mV because it fits standard analog and digital meters. But we know that some projects require 50mV or 100mV depending on the equipment. Choosing the wrong output will lead to wrong readings and signal noise.
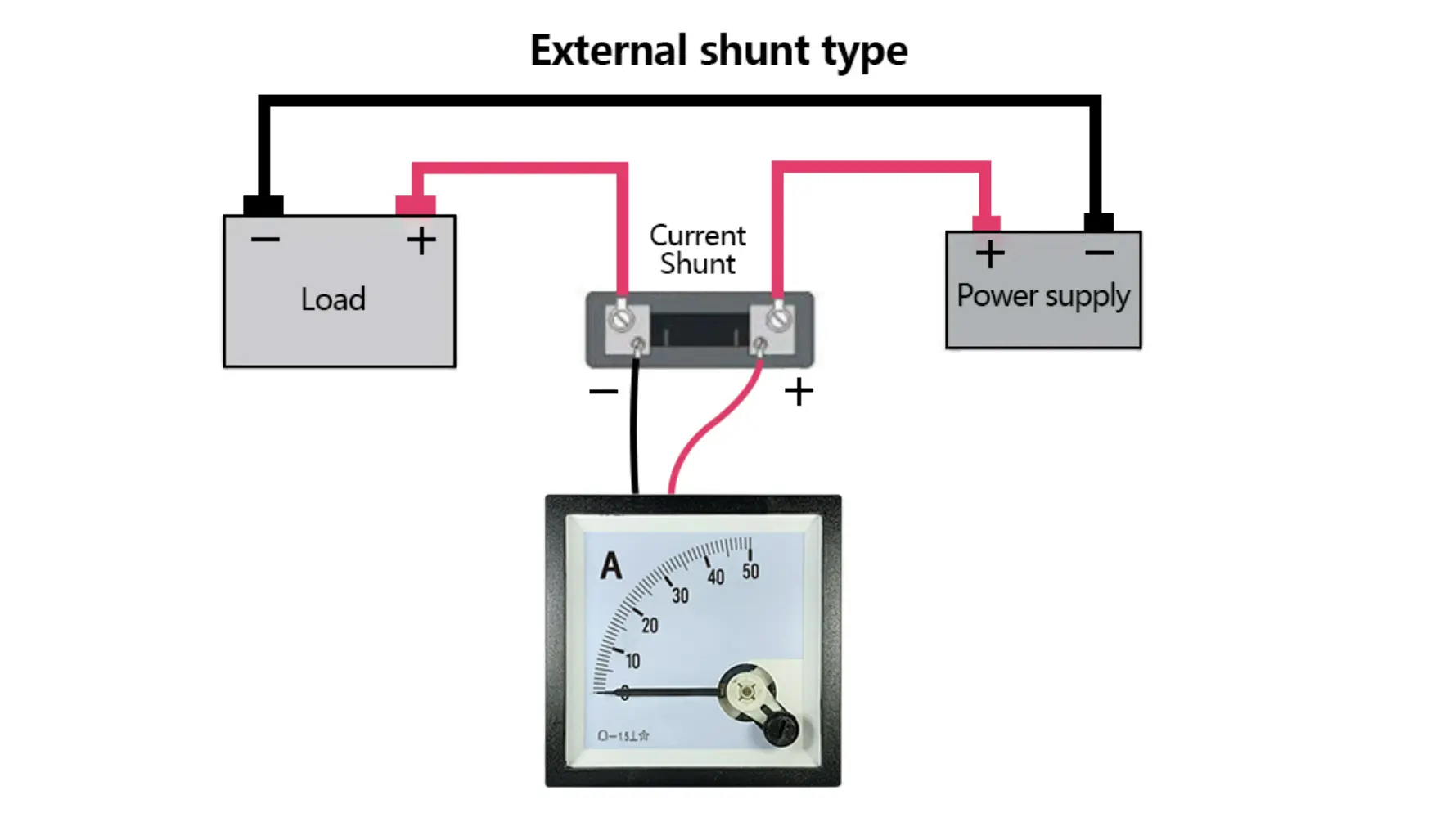
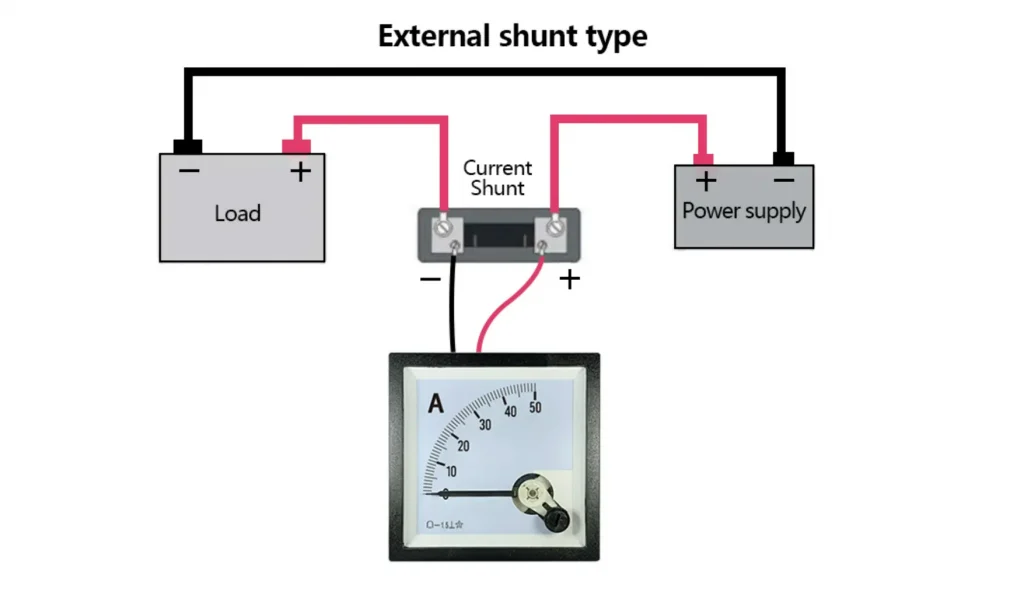
How a DC Shunt Works
We use a 75mV shunt to turn high current into a small voltage signal. Most meters cannot handle 1,000 Amps directly. So, we run the 1,000 Amps through a precision metal strip. This strip has a very small, fixed resistance. When the full current flows, the voltage drops by exactly 0.075 Volts. The meter reads this signal and displays “1000A.” We make sure the resistance is exact. If you use a 50mV meter with a 75mV shunt, your data will be wrong by 50%.
Why 75mV is the Common Choice
We see 75mV as the balanced choice for most industrial work. A 50mV signal is common in European legacy systems, but it can be weak. Electrical noise from nearby motors can mess it up. A 100mV signal is stronger and clearer, but it creates more heat. Heat can make your components wear out faster. 75mV stays in the middle. It is strong enough to stay clear of noise, but it keeps the part cool. We help our clients choose based on their existing meters. If you have a 75mV meter, you must use a 75mV shunt to avoid a total system recalibration.
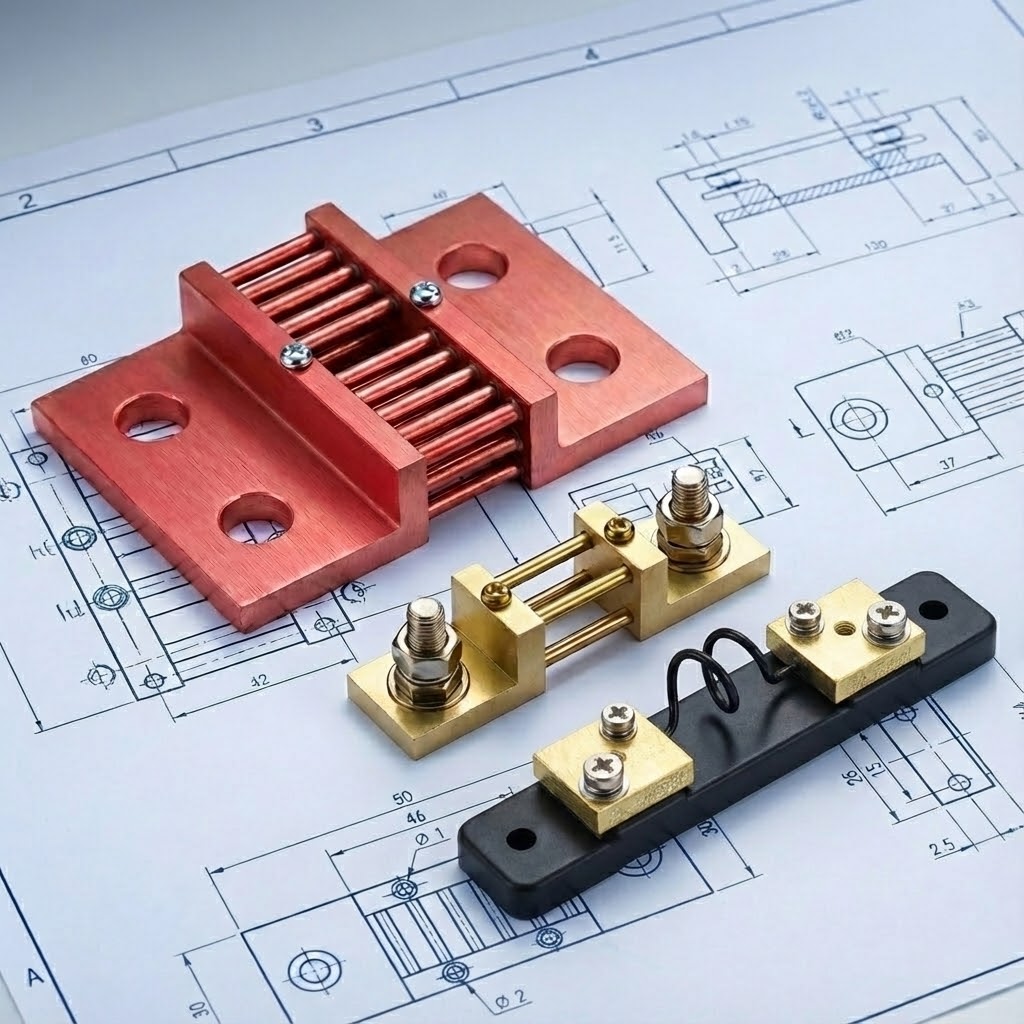
Key Components
A good shunt uses two main parts to stay stable. First, we use Manganin for the resistance strips. Manganin is an alloy that keeps its resistance steady even when it gets hot. Second, we use solid copper blocks for the terminals. These blocks help pull heat away from the Manganin. We use a high-quality join between the copper and the Manganin. If this join is weak, the shunt will get too hot and fail. We test every part to make sure it handles the full load without drifting.
3. Material Integrity: Does Your Supplier Use Real Manganin or Cheap Alloys?
We see many factories use “Manganin-like” alloys to save on costs. These metals contain high levels of impurities like iron or tin. These impurities cause the resistance to change wildly as the temperature rises. This makes your readings useless and puts your equipment at risk.
The Manganin Quality Gap
Material integrity is the difference between a precision instrument and a piece of scrap metal. We use Grade-A Manganin for every 75mV shunt. Manganin is an alloy of copper, manganese, and nickel. True Grade-A Manganin is expensive. To cut costs, some manufacturers use recycled alloys. In our experience, a shunt made with “dirty” Manganin might pass an initial test at 25°C. But once it sits inside a warm power enclosure at 50°C, the reading will drift by 2% or 3%. For a 1,000A system, that is a 30A error. This is not acceptable for professional power monitoring.
Temperature Coefficient of Resistance (TCR)
TCR measures how much the resistance changes for every degree of temperature change. We want a TCR as close to zero as possible. High-quality shunts work well between -40°C and +60°C. If your supplier does not tell you the TCR, they are likely using low-grade materials. Heat is the enemy of accuracy. As current flows, the shunt gets hot. If the material is poor, the hotter it gets, the more wrong the reading becomes. This creates a loop of bad data that can trigger false alarms or hide real system problems.
| Material Property | Grade-A Manganin | Recycled/Low-Tier Alloy |
| TCR (ppm/K) | < 15-30 | > 100 |
| Life Expectancy | 10+ Years | 2-3 Years |
| Drift after 6 Months | < 0.1% | 1.5% – 5.0% |
| Surface Finish | Stable Oxide Layer | Rapid Oxidation/Pitting |
4. Precision Engineering: How Do You Avoid the “Tolerance Trap”?
A factory might send you one perfect sample. But when you order 5,000 units, the accuracy often varies. This leads to inconsistent data across your product line. We follow standard engineering practices to ensure every part in a large batch stays within the rated tolerance.
0.5% vs. 1.0% Accuracy
Accuracy ratings tell you the maximum error allowed at the full rated current. For most industrial work, a 1.0% 75mV shunt is enough. But for energy billing or lab equipment, you may need 0.5%. The cost difference comes from the time spent “trimming” the metal. Every shunt must be tuned to reach the exact resistance. We help you choose based on your system needs. If your meter has a 2% error, buying a 0.1% shunt is not a good use of your budget because the meter is the bottleneck.
Calibration and Traceability
We recommend checking if your supplier aligns with recognized standards like NIST (National Institute of Standards and Technology). For US-based buyers, this helps during ISO audits. If your parts lack traceable data, an auditor may flag them as a non-conformity. We keep records of the master meters used to test each batch. This creates a clear paper trail. This documentation helps protect your interests during quality reviews or safety checks.
The Temperature Test Gap
Most factories test parts at room temperature (around 25°C). But real-world performance at 60°C is where the accuracy claim often fails. We find that low-cost shunts meet their 0.5% rating in a cold lab but drift when they get hot. You should ask for a test report that shows accuracy at the top end of the operating range. This ensures the part works in the field, not just on the test bench.
5. Manufacturing Vetting: Is Your Manufacturer Using the Right Technology?
Using the wrong joining method can lead to a shunt that fails under vibration. This is a safety risk for systems like electric vehicles or solar arrays. We evaluate factory capacity based on their joining and trimming technology to ensure long-term stability and structural integrity.
[Infographic: Comparison between Soft Soldering vs. Vacuum Brazing]

Brazing vs. Soldering
Lower-tier factories often use simple soft soldering to attach the Manganin to the copper terminals. But soldering is weak. It can melt if the 75mV shunt overheats during a power surge. We prefer vacuum brazing for high-current models. This method creates a strong bond between the two metals at high temperatures. It is much stronger and has lower electrical resistance at the join. For any application with vibration or heat cycles, brazing is the more reliable choice. If your supplier uses soft solder on a high-current shunt, you may face potential performance issues or fire hazards.
Trimming for Precision
To get the resistance exactly right, the factory must remove small amounts of material from the Manganin. This is called “trimming.”
- Manual Trimming: Workers use a file or a grinder. While this allows for flexibility on small custom orders, it can lead to inconsistent edges if not managed well.
- Automated Trimming: We use active laser trimming or CNC machines for high-volume batches. This ensures the current path stays even across thousands of units.
We prioritize automated methods to avoid “hot spots” caused by uneven metal sections. But we also keep skilled technicians for specialized manual tuning when a project has unique requirements. We find that a mix of modern machinery and experienced oversight provides the best balance of speed and accuracy.
| Vetting Criteria | Red Flag (High Risk) | Preferred Standard (Low Risk) |
| Joining Method | Soft Solder | Vacuum Brazing |
| Trimming Method | Inconsistent Manual Filing | Controlled/Automated Trimming |
| Testing | Batch Sampling (1/100) | 100% End-of-Line Verification |
| Quality Control | Visual Inspection Only | Documented Electrical Testing |
6. Compliance & Certification: Navigating Safety Standards for Global Entry
We know that many US procurement managers worry about safety certifications. Because a 75mV shunt is a passive component and does not contain active electronics, it usually does not require independent UL testing as a standalone device. However, we ensure our materials align with international standards to make your final system certification easier.
Environmental Compliance: RoHS & REACH
The copper and plating industries involve chemicals that must be managed carefully. We ensure our shunts are RoHS and REACH compliant. This means they are free of lead, mercury, and other hazardous substances. We maintain updated test reports for our copper and Manganin alloys. This documentation is vital when you export your finished products to Europe or North America. A “self-declared” mark is easy to print on a box, but we provide third-party lab reports to verify these claims.
Safety Listings and System Integration
While the shunt itself is a simple metal part, it is often installed in systems that require UL or CE marking. We follow industry-standard manufacturing processes so that our components do not become a bottleneck during your system-level safety audits. We focus on “Recognition-ready” quality. This means using high-grade insulation materials for the base (if applicable) and ensuring the copper purity meets electrical safety expectations.
Avoiding Customs and Liability Risks
Importing non-compliant components can lead to goods being seized at the border. It also makes you liable if a material defect causes a system failure. We manage our supply chain to ensure that every batch of raw material has a clear origin. We find that providing clear documentation up front saves our clients weeks of delays. By aligning with global environmental standards, we help you protect your brand from legal and environmental risks.
| Compliance Type | Focus Area | Why It Matters to You |
| RoHS | Lead/Hazardous Materials | Required for EU/US market entry |
| REACH | Chemical Substance Safety | Ensures long-term environmental safety |
| Material Cert | Copper/Manganin Purity | Guarantees electrical performance |
| ISO 9001 | Process Consistency | Ensures every batch is the same |
7. Total Cost of Ownership (TCO): Pricing the Life-Cycle, Not Just the Unit
A cheap shunt that oxidizes in six months will cost you more in maintenance than a premium shunt costs up front. We focus on the total cost of ownership (TCO) to help you avoid expensive field service calls. By using high-quality plating and precise resistance, we ensure your system stays accurate for years.
[Technical Chart: Impact of Oxidation on Connection Resistance Over 5 Years]
Maintenance Savings with Proper Plating
Copper and Manganin oxidize when exposed to air. This creates a green or black layer that increases resistance at the connection points. This extra resistance creates heat where the bolts meet the copper. We use high-quality Nickel or Tin plating on every 75mV shunt to prevent this. Cheap shunts often use “flash plating,” which is a very thin layer that can rub off. We focus on a durable plating thickness to ensure the terminals stay clean and conductive even in humid or industrial environments.
Energy Efficiency and Heat Loss
Every shunt creates a small amount of heat because of the voltage drop. If the resistance is not exact, the part can get hotter than expected. Over thousands of operating hours, this extra heat can damage nearby electronic components. We design our shunts with solid copper blocks to act as heat sinks. This keeps the operating temperature low. A cooler shunt lasts longer and protects the rest of your power cabinet.
Logistics Support and Packaging Integrity
We understand that logistics are a big part of your budget. We primarily work with EXW or FOB terms to give you full control over your shipping and customs process. Our job is to ensure the goods are ready for transit without risk of damage. Because copper is a soft metal, we use reinforced packaging to prevent bent terminals. If a terminal gets bent during poor handling, it will not sit flat on your busbar. This creates a poor electrical connection. By providing heavy-duty packaging and accurate export documentation, we help your freight forwarders get the parts to your facility in perfect condition.
| Plating Type | Expected Life (Indoor) | Resistance to Corrosion | Best For |
| Bare Copper | < 1 Year | Poor | Temporary Testing |
| Flash Tin | 1-3 Years | Moderate | Low-Cost Consumer |
| 3-5um Nickel | 10+ Years | Excellent | Industrial / Solar |
| Silver | 15+ Years | Best | High-Precision Lab |
8. Strategic Procurement: The Pivot to ODM and Custom Branding
Standard shunts do not always fit your specific enclosure. This forces your team to use extra wires or expensive adapters, which adds cost and points of failure. We offer ODM (Original Design Manufacturing) solutions to help you simplify your assembly and build your own brand equity.
White-Labeling and Brand Trust
If you are building high-end power systems, you want every part to look professional. We can provide laser engraving for your logo and specific part numbers directly on the 75mV shunt. This builds trust with your end-customers. It also makes it easier for them to order the correct replacement parts from you in the future. We use permanent marking methods that do not peel or fade due to heat or industrial cleaning.
Custom Form Factors for Busbar Integration
Sometimes, a standard rectangular shunt creates a bottleneck in your cabinet layout. We can design shunts with custom-shaped copper terminals. These can bolt directly onto your existing busbars. This removes the need for extra cables. Fewer cables mean lower labor costs and fewer connection points that could loosen over time. Customizing the copper terminal shape is often more cost-effective than buying a standard part and adding an adapter later. We work with your engineering team to find the most efficient shape for your space.
Why Partner with an Experienced Manufacturer?
Strategic procurement is about more than just finding the lowest price. It is about finding a partner who understands your technical risks. We provide the documentation, material purity, and consistent manufacturing needed to protect your supply chain. Whether you need a standard FL-2 model or a custom-built solution, we focus on the details that keep your systems running without interruption.
Conclusion
A 75mV shunt is a small component, but it carries a large amount of risk. By focusing on material purity, proper brazing, and durable plating, you can avoid the “cheap component trap.” We believe in logic and transparency. Our goal is to provide high-current components that you can install and trust for years.
Would you like us to review your current shunt specifications or provide a quote for a custom ODM design that fits your specific busbar layout?
FAQ
1. How can we verify the actual accuracy of a 75mV shunt beyond the factory test report?
We recommend performing a “Thermal Stability Test” rather than a simple room-temperature check. Most low-cost shunts meet their 0.5% or 1.0% rating at 25°C, but they drift significantly once they reach an operational temperature of 60°C. To verify consistency, run the shunt at 80% of its rated current for two hours and measure the millivolt output. If the signal drifts by more than the rated tolerance, the Manganin alloy likely contains high impurities.
Insider Tip: Always ask for the TCR (Temperature Coefficient of Resistance) specifications. A professional supplier should provide a TCR curve showing stability across a range from -40°C to +120°C.
2. Can we install two 75mV shunts in parallel to double the current capacity?
While technically possible, we strongly advise against it for high-precision applications. It is nearly impossible to balance the current perfectly between two parallel shunts due to microscopic differences in connection resistance. If one path has slightly higher resistance, the other shunt will carry more current, overheat, and drift out of calibration. It is much safer to source a single, correctly rated 75mV shunt for your maximum peak load.
Insider Tip: If you must use a parallel setup for emergency redundancy, ensure that the cable lengths and terminal torque are identical for both paths. Even a 0.1mΩ difference in a bolt connection can cause a 10% current imbalance.
3. Why do some shunt terminals show signs of “green” or “black” oxidation earlier than expected?
Oxidation is usually a combination of environmental exposure and inadequate surface protection. While all copper eventually reacts to air, rapid “greening” often stems from plating that is either too thin or has microscopic pores. In high-humidity or industrial environments, these gaps allow moisture to reach the raw copper. Additionally, if the mounting bolts are not tightened to the correct torque, localized micro-arcing can accelerate carbonization and blackening of the terminals.
Insider Tip: To manage this risk, we suggest specifying a minimum plating thickness of 3-5 microns of Nickel or Tin. During assembly, we also recommend using a conductive anti-oxidation grease on the contact surfaces. This creates a secondary physical barrier that protects the joint.
4. What is the recommended “Safety Buffer” when choosing a current rating?
For continuous operation, we follow the “80/20 Rule” to prevent long-term thermal fatigue. We suggest selecting a shunt with a rated current 20-25% higher than your maximum continuous load. For example, if your system runs at 800A continuously, a 1000A/75mV shunt is the ideal choice. This prevents the Manganin from staying at its maximum temperature limit, which extends the life of the component and maintains accuracy.
Insider Tip: If your system has high-frequency current spikes (like motor starts), check the “Short-time Overload” rating of the shunt. A high-quality shunt should handle 2x its rated current for 5 seconds without permanent damage.